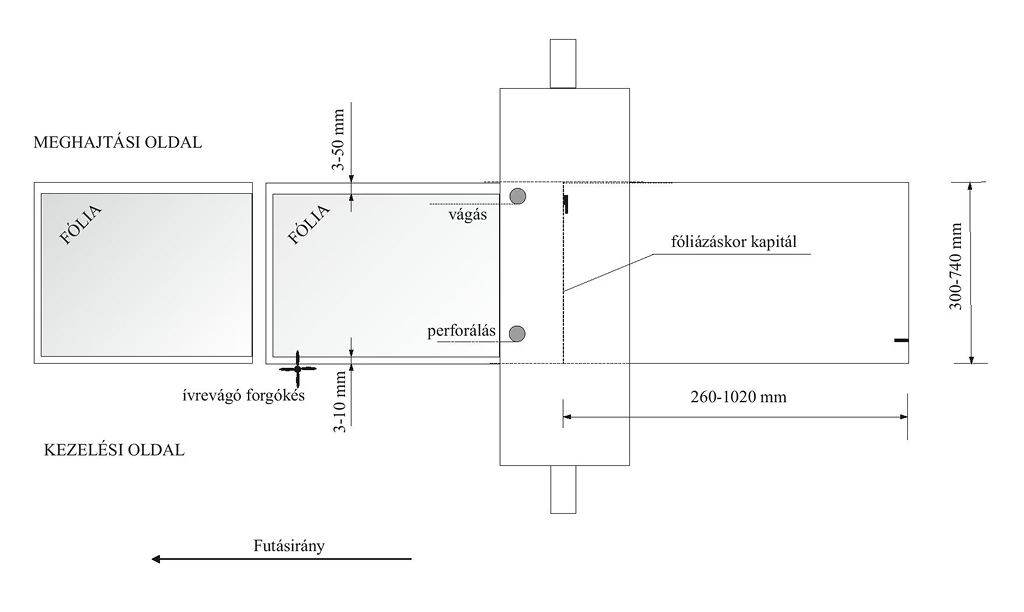
Ideális esetben a nyomathordozó két szélén a futásiránnyal párhuzamosan 5-5 mm fólia nélküli margó van. A standard fólia szélességek úgy vannak kialakítva, hogy a szabvány papírméretekhez igazodnak. Például egy B/3 ív esetén ha a 350 mm-es oldal a kapitál, akkor azt 340 mm-es fóliával lehet fóliázni. Ha az 500 mm-es oldal, akkor a 490 mm-es fóliával.
A standard fóliaszélességek a következők: 340, 420, 440, 490, 600, 630, 690, 720 mm. Ezen kívül más szélességek is beszerezhetők, de készleten a fentiek vannak.
Lehetőség szerint kezelési oldal felől maximum 10 mm-re tervezzük a fólia szélét, ugyanis az ívre vágó forgó kése eddig tudja elérni a fóliát. Ha ez nem lehetséges, az ívre vágást perforálással tudjuk megoldani. Számolni kell viszont azzal, hogy a perforáló kés enyhe nyomot hagy a fólián szélén.
A perforáló kést csak a kezelési oldalon lehet elhelyezni.
Amennyiben a nyomathordozó mérete nem illeszkedik a standard fólia méretekhez, nagyobb szélességű tekercsből megfelelő méretet tudunk kivágni.
A vágás csak a meghajtási oldal felől lehetséges.
Ügyelni kell arra, hogy a fólia nélküli margó a meghajtási oldalon 100 mm-nél nagyobb nem lehet, mert a törő élnél – ami az ív sima kifekvését biztosítja – elszakad a pálya. A fólia mentes felület nyomatlan kell hogy legyen, különben a fűtött henger károsítja a nyomatot.