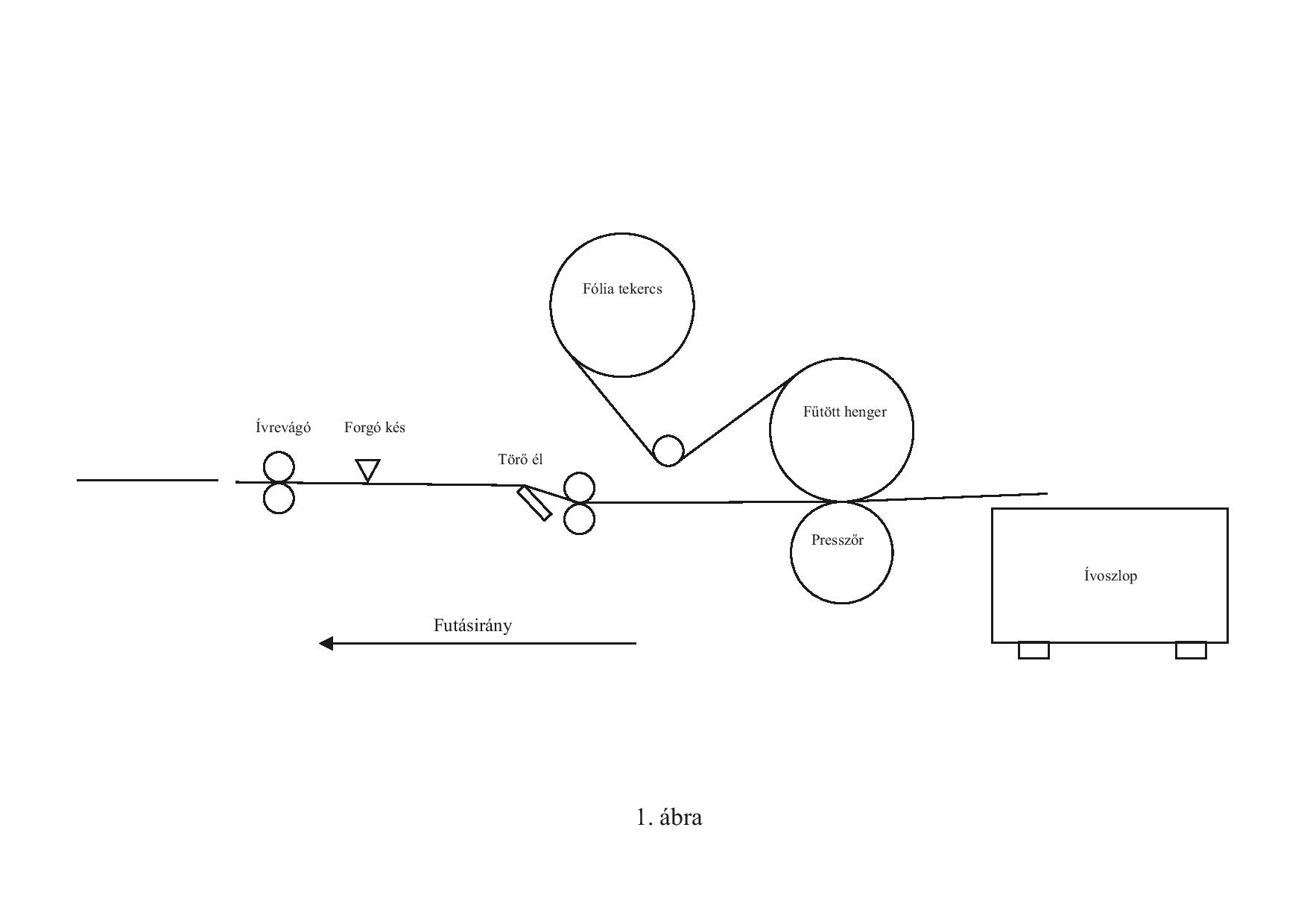
A termofóliázás a fóliázási technológiák közül a legújabb, és ebből következően a legkorszerűbb eljárás. A fólia (többnyire BOPP fólia) belső oldalán egy hőre olvadó műanyag réteg van, melyet egy fűtött hengerrel 90-110 C fokra felhevítenek, és meghatározott nyomóerő segítségével a nyomathordozó felületére préselnek. Az eljárás sematikus rajzát az 1. ábrán láthatjuk, illetve a gépet mellette. Tekintve, hogy fóliázáskor már az előkészítés során számos technológiai szempontot is figyelembe kell venni, a legfontosabbak az alábbiakban olvashatók.
Formátum
Minimum ívméret: 260 mm x 300 mm Maximum ívméret: 740 mm x 1020 mm A feldolgozható anyag 115 – 350 g/m2
Futásirány
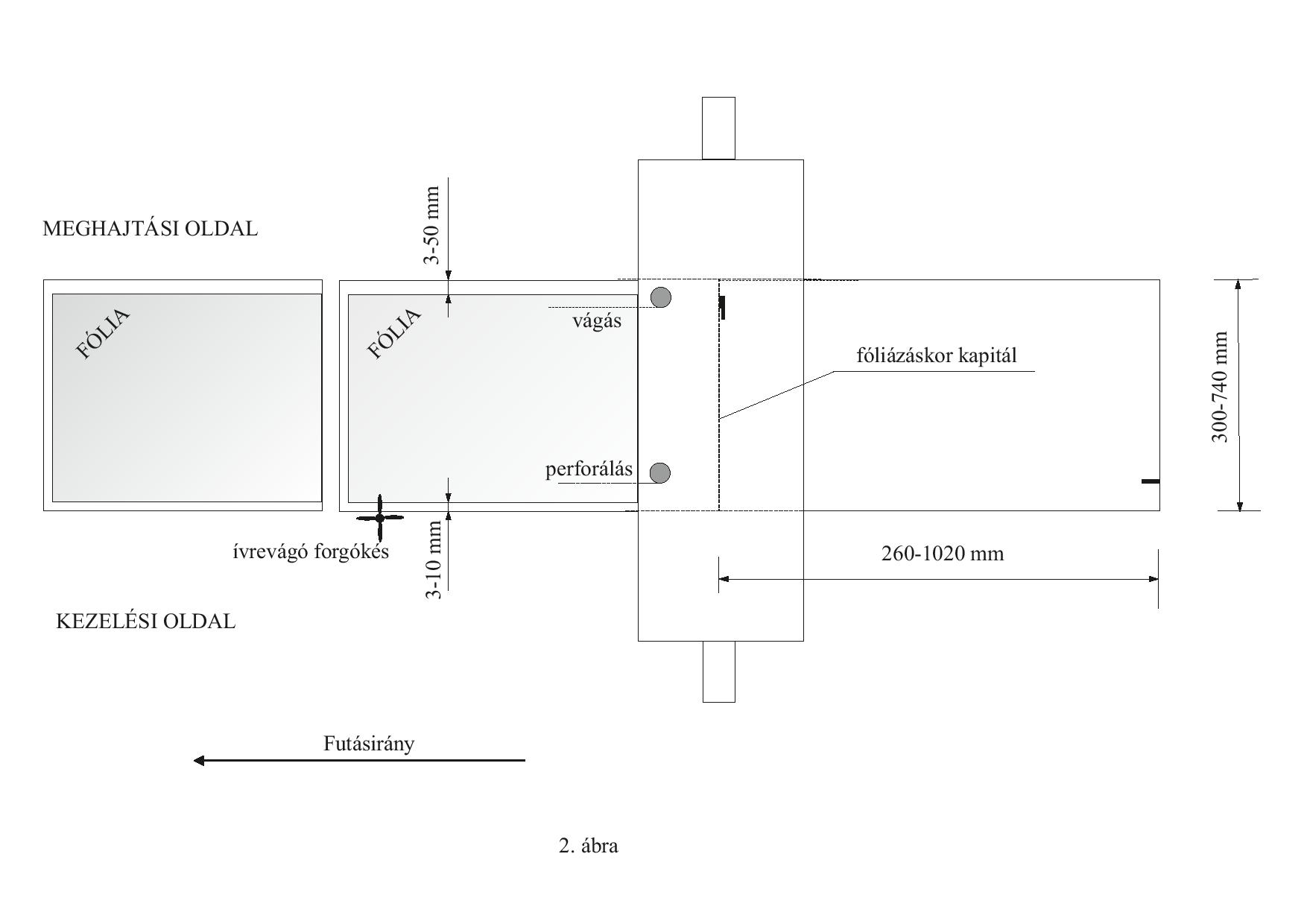
Az íveket, amennyiben a méretük lehetővé teszi, lehet keresztben és hosszában is bevezetni a fóliázó gépbe. A hosszában bevezetett ívek esetén az ofszetnyomtatás oldalberakása lesz a fóliázott ív kapitálja, mint ahogyan azt a 2. ábrán láthatjuk. Ennek a körülménynek a margók szempontjából van jelentősége. A fóliázott ív ugyanis kapitálban 3-5 mm szélességű fólia mentes margót tartalmaz, ugyanakkor lábban a fólia minden esetben kifutó. Ezt a margót (3-5 mm) célszerű nyomatmentesen hagyni.
Oldalmargók
Ideális esetben a nyomathordozó két szélén a futásiránnyal párhuzamosan 5-5 mm fólia nélküli margó van. A standard fólia szélességek úgy vannak kialakítva, hogy a szabvány papírméretekhez igazodnak. Például egy B/3 ív esetén ha a 350 mm-es oldal a kapitál, akkor azt 340 mm-es fóliával lehet fóliázni. Ha az 500 mm-es oldal, akkor a 490 mm-es fóliával. A standard fóliaszélességek a következők: 340, 420, 440, 490, 600, 630, 690, 720 mm. Ezen kívül más szélességek is beszerezhetők, de készleten a fentiek vannak.
Lehetőség szerint kezelési oldal felől maximum 10 mm-re tervezzük a fólia szélét, ugyanis az ívre vágó forgó kése eddig tudja elérni a fóliát. Ha ez nem lehetséges, az ívre vágást perforálással tudjuk megoldani. Számolni kell viszont azzal, hogy a perforáló kés enyhe nyomot hagy a fólián szélén. A perforáló kést csak a kezelési oldalon lehet elhelyezni.
Amennyiben a nyomathordozó mérete nem illeszkedik a standard fólia méretekhez, nagyobb szélességű tekercsből megfelelő méretet tudunk kivágni (2. ábra). A vágás csak a meghajtási oldal felől lehetséges. Ügyelni kell arra, hogy a fólia nélküli margó a meghajtási oldalon 100 mm-nél nagyobb nem lehet, mert a törő élnél – ami az ív sima kifekvését biztosítja – elszakad a pálya. A fólia mentes felület nyomatlan kell hogy legyen, különben a fűtött henger károsítja a nyomatot.
Fóliázási kötésszilárdság
Fóliázásnál a leggyakrabban előforduló hiba a nem megfelelő kötésszilárdság. Tovább feldolgozás során a fólia leválik a nyomtatott ívről (delaminálódik), és a 3. ábrán látható módon felhasználásra alkalmatlanná teszi a terméket. A következő néhány szabály betartása segít megelőzni ezt a kellemetlen jelenséget: – Hasonlóan az UV lakkozáshoz, fóliázni is csak száraz nyomatot lehet. – A nyomtatást alacsony viasztartalmú festékkel kell elvégezni. A megszáradt nyomat felületi feszültsége 38 mN/m kell hogy legyen. Ezt kalibrált folyadékkal ellenőrizzük.
A 4. ábrán jól látható, hogy a zöld nyomat megfelelő, a narancssárga színű pedig nem megfelelő felület a fóliázás számára. – A lakkozás lehetőség szerint kerülendő az ofszet nyomtatás során, ha fóliázás következik. – Fémfestékkel készült nyomatok fóliázása általában problémás.
– Tapasztalataim és méréseim szerint a fóliázás előtti 1-2 nap száradási idő nagyon hasznos, de sokkal többet jelent, ha fóliázás után van lehetőség várni újabb 1-2 napot a továbbfeldolgozás előtt. Ez közel duplájára emelheti a kötésszilárdságot. Ha megfelelő a kötésszilárdság, tépéskor a papír vagy karton anyagában hasad szét, de nem válik el a fóliától, mint azt ahogyan az alábbi két ábrán láthatjuk.
Kétoldali fóliázás
Esetenként szükséges az ív mindkét oldalát fóliázni. Megrendeléskor egyértelműen szükséges tisztázni, hogy melyik oldal milyen fóliát kapjon.
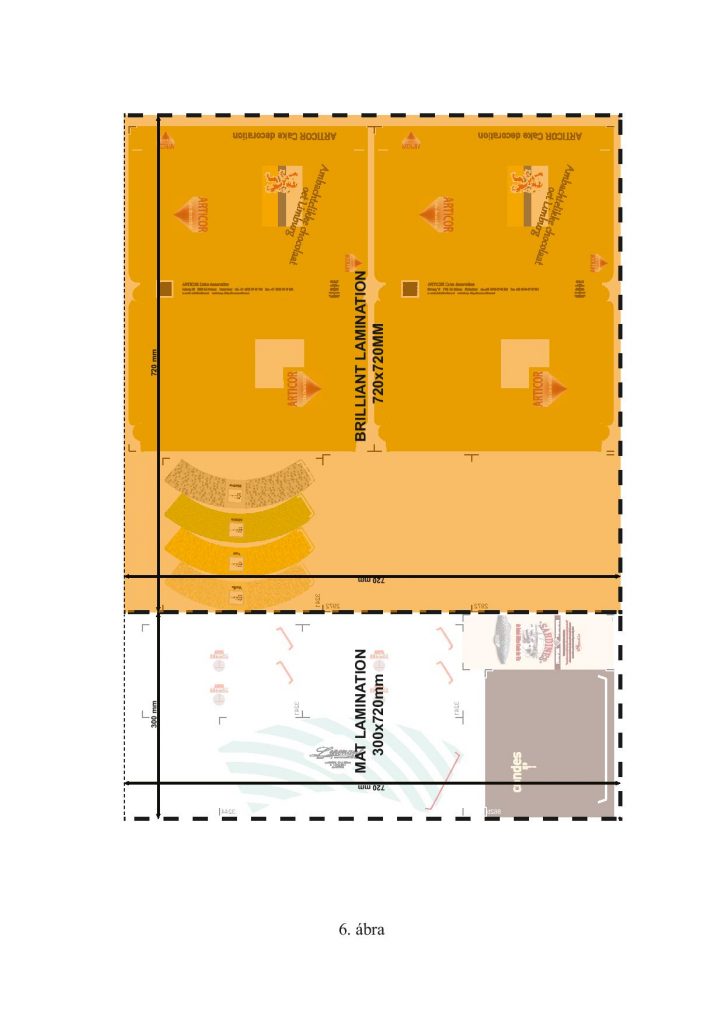
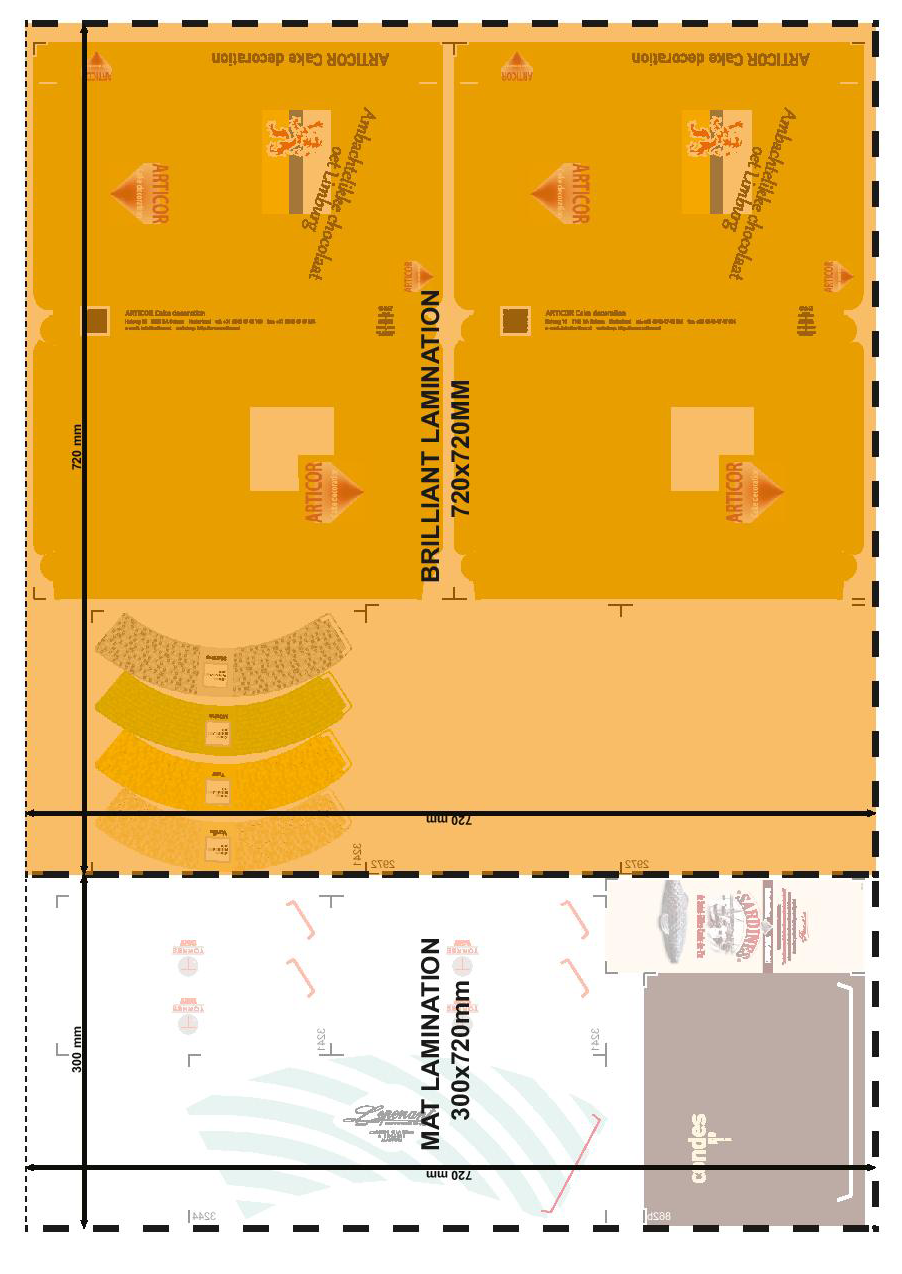
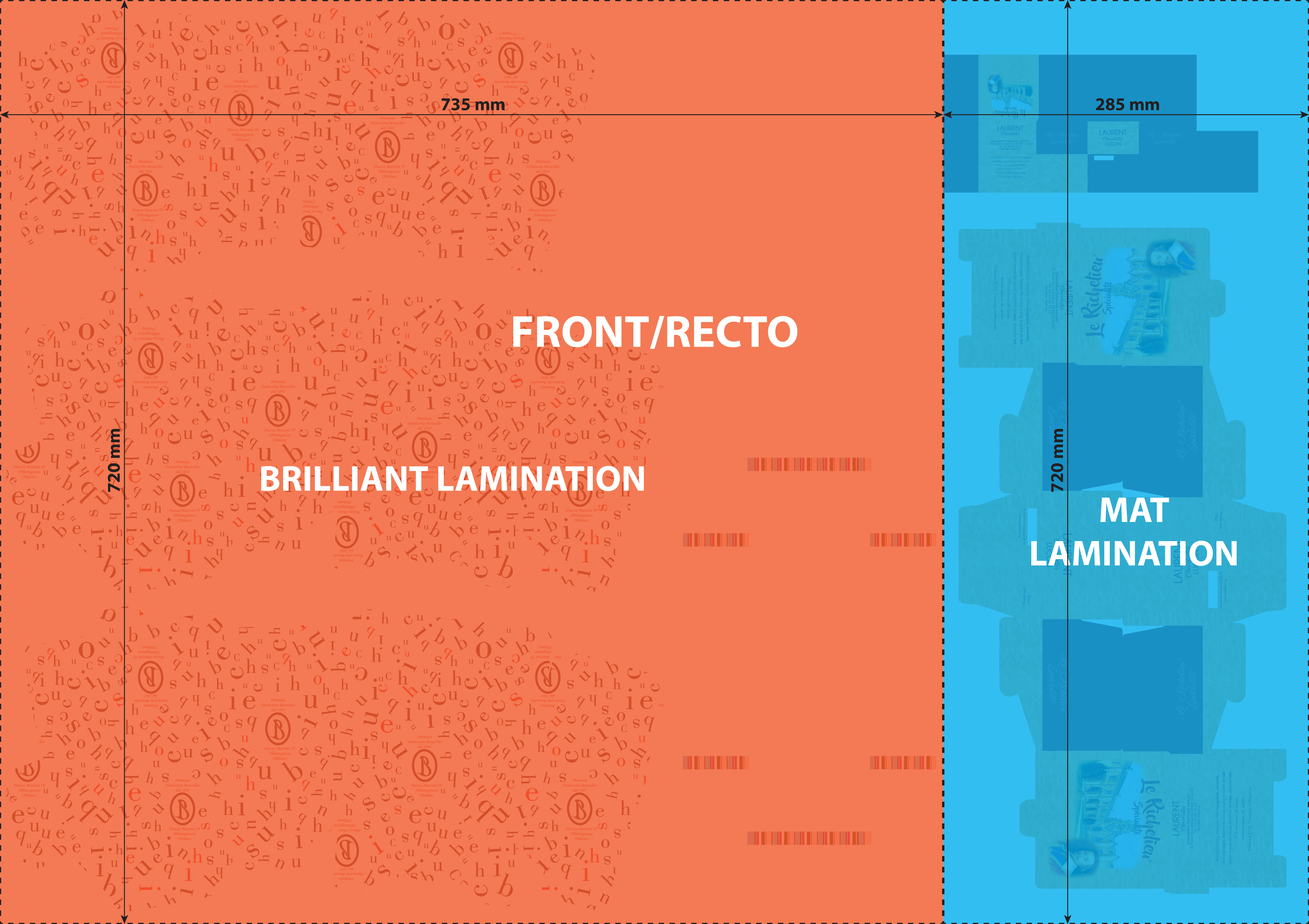
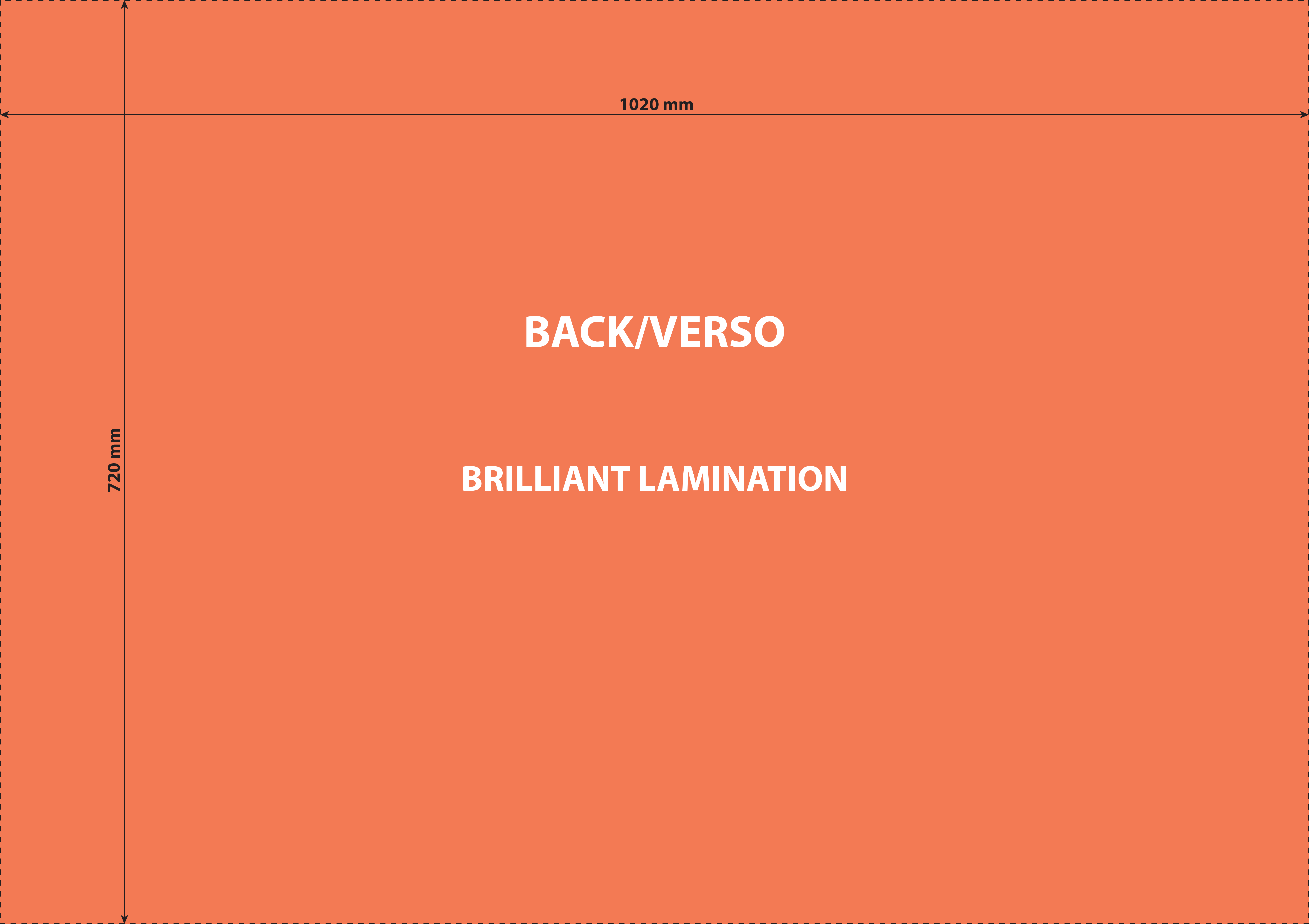
Az is lehetséges, hogy az egyik oldal fóliázása után az ívet kettévágják, és a két rész különböző fóliát kap. Ilyenkor egy útmutatót kérünk, amilyent például a 6. ábrán is láthatunk.
Ajánlatos a két oldal feldolgozása között legalább egy műszak szünetet tartani. Ezen idő alatt a fólia kötődése stabilizálódik, és a további fóliázást zavartalanná teszi.
A fóliázás történhet keresztben-hosszában, vagy azonos állásban. Az első verzió a javasolt, ekkor megmarad a fólia mentes kapitál és oldalberakás. Azonos állásban végzett fóliázás esetén (pl. keresz-kereszt irány), számolni kell azzal, hogy az ív kifutó részén keletkező minimális fólia szakáll az egyik oldalon kapitálba kerül.
Szálirány
Fóliázás szempontjából a futásirányra merőleges szálirány az ideális. Kartonok esetén ennek kisebb a jelentősége, de 250 g/m2-nél vékonyabb anyagoknál bizonyos esetekben erőteljes falcolás jelentkezik, ha a szálirány megegyezik a futásiránnyal. A falcolást ilyen esetben csak az ív keresztbe fordításával (ha a méret lehetővé teszi), azaz a futásirányra merőleges száliránnyal lehet elvégezni.
Zsugorodás
A fólia hő hatására zsugorodik. A zsugorodás mértéke szélesebb tekercs esetén 2-3 mm, de keskeny (500 mm-nél kisebb) pályánál jelentős, 10-15 mm is lehet. A tervezésnél ezt figyelembe kell venni.
Hozzálék
A minimum hozzálék 50 ív. A hozzálék mértéke nagyobb tételnél 0,5-0,8%. Ajánlatos a tételhez makulatúrát adni, hogy a technológiai rontás lehetőség szerint ne a jó ívekből történjen.
Fóliázási terv (útmutató, guide)
Amennyiben nem a teljes ívet kérik fóliázni, például ragasztó lepsz kihagyását kérik, vagy a két oldal különböző fóliázást igényel, szíveskedjenek printelt útmutatót mellékelni. Erre példát a 6-8. ábrán láthatunk.
A termofóliázás a fóliázási technológiák közül a legújabb, és ebből következően a legkorszerűbb eljárás. A fólia (többnyire BOPP fólia) belső oldalán egy hőre olvadó műanyag réteg van, melyet egy fűtött hengerrel 90-110 C fokra felhevítenek, és meghatározott nyomóerő segítségével a nyomathordozó felületére préselnek. Az eljárás sematikus rajzát az 1. ábrán láthatjuk, illetve a gépet mellette. Tekintve, hogy fóliázáskor már az előkészítés során számos technológiai szempontot is figyelembe kell venni, a legfontosabbak az alábbiakban olvashatók.
Formátum
Minimum ívméret: 260 mm x 300 mm Maximum ívméret: 740 mm x 1020 mm A feldolgozható anyag 115 – 350 g/m2
Futásirány
Az íveket, amennyiben a méretük lehetővé teszi, lehet keresztben és hosszában is bevezetni a fóliázó gépbe. A hosszában bevezetett ívek esetén az ofszetnyomtatás oldalberakása lesz a fóliázott ív kapitálja, mint ahogyan azt a 2. ábrán láthatjuk. Ennek a körülménynek a margók szempontjából van jelentősége. A fóliázott ív ugyanis kapitálban 3-5 mm szélességű fólia mentes margót tartalmaz, ugyanakkor lábban a fólia minden esetben kifutó. Ezt a margót (3-5 mm) célszerű nyomatmentesen hagyni.
Oldalmargók
Ideális esetben a nyomathordozó két szélén a futásiránnyal párhuzamosan 5-5 mm fólia nélküli margó van. A standard fólia szélességek úgy vannak kialakítva, hogy a szabvány papírméretekhez igazodnak. Például egy B/3 ív esetén ha a 350 mm-es oldal a kapitál, akkor azt 340 mm-es fóliával lehet fóliázni. Ha az 500 mm-es oldal, akkor a 490 mm-es fóliával. A standard fóliaszélességek a következők: 340, 420, 440, 490, 600, 630, 690, 720 mm. Ezen kívül más szélességek is beszerezhetők, de készleten a fentiek vannak.
Lehetőség szerint kezelési oldal felől maximum 10 mm-re tervezzük a fólia szélét, ugyanis az ívre vágó forgó kése eddig tudja elérni a fóliát. Ha ez nem lehetséges, az ívre vágást perforálással tudjuk megoldani. Számolni kell viszont azzal, hogy a perforáló kés enyhe nyomot hagy a fólián szélén. A perforáló kést csak a kezelési oldalon lehet elhelyezni.
Amennyiben a nyomathordozó mérete nem illeszkedik a standard fólia méretekhez, nagyobb szélességű tekercsből megfelelő méretet tudunk kivágni (2. ábra). A vágás csak a meghajtási oldal felől lehetséges. Ügyelni kell arra, hogy a fólia nélküli margó a meghajtási oldalon 100 mm-nél nagyobb nem lehet, mert a törő élnél – ami az ív sima kifekvését biztosítja – elszakad a pálya. A fólia mentes felület nyomatlan kell hogy legyen, különben a fűtött henger károsítja a nyomatot.
Fóliázási kötésszilárdság
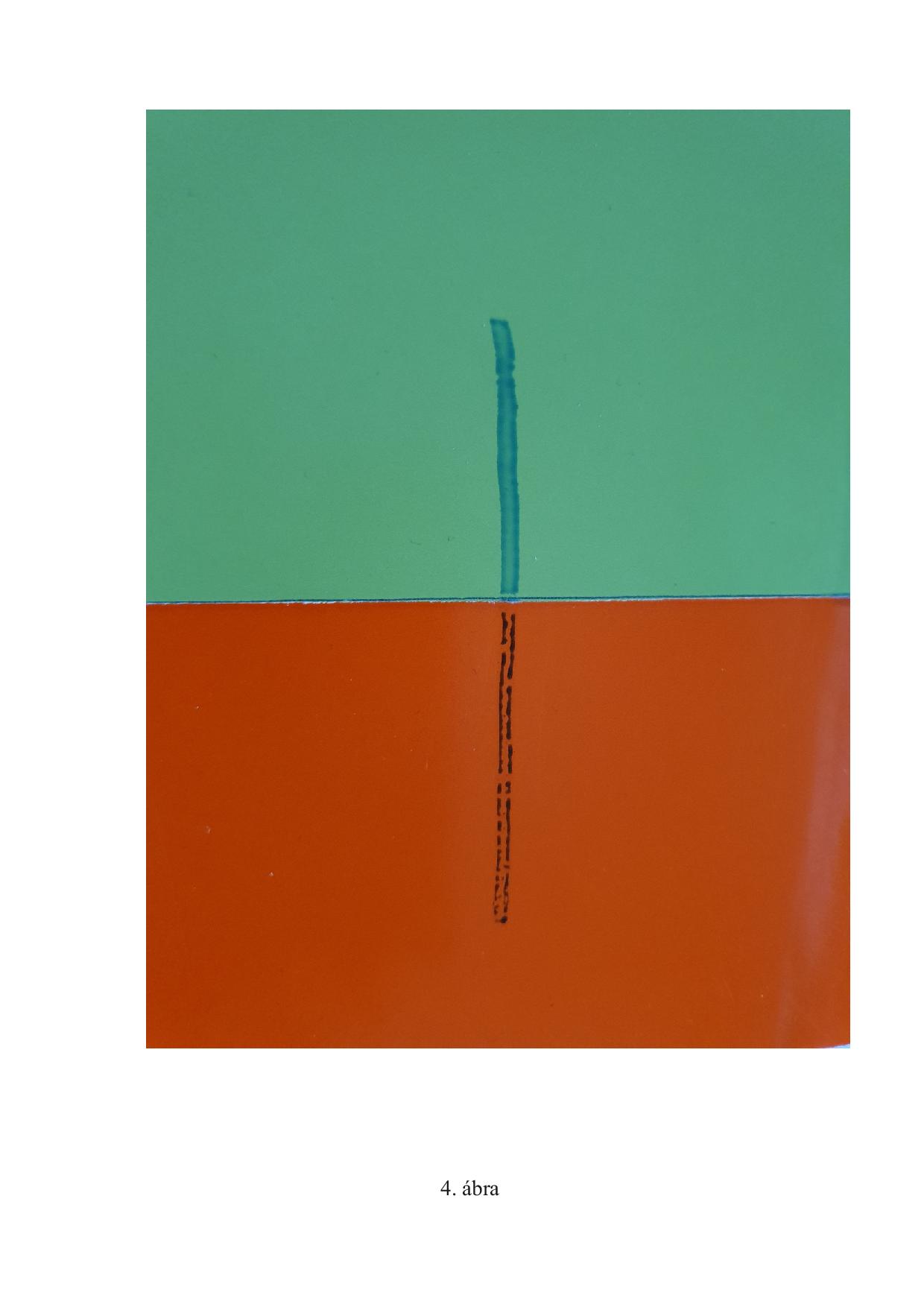
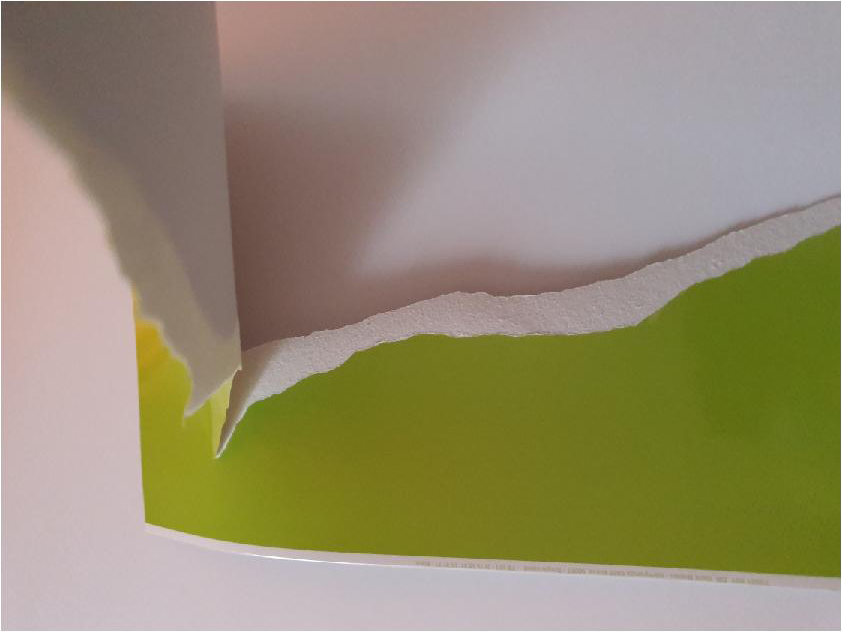
Fóliázásnál a leggyakrabban előforduló hiba a nem megfelelő kötésszilárdság. Tovább feldolgozás során a fólia leválik a nyomtatott ívről (delaminálódik), és a 3. ábrán látható módon felhasználásra alkalmatlanná teszi a terméket. A következő néhány szabály betartása segít megelőzni ezt a kellemetlen jelenséget: – Hasonlóan az UV lakkozáshoz, fóliázni is csak száraz nyomatot lehet. – A nyomtatást alacsony viasztartalmú festékkel kell elvégezni. A megszáradt nyomat felületi feszültsége 38 mN/m kell hogy legyen. Ezt kalibrált folyadékkal ellenőrizzük.
A 4. ábrán jól látható, hogy a zöld nyomat megfelelő, a narancssárga színű pedig nem megfelelő felület a fóliázás számára. – A lakkozás lehetőség szerint kerülendő az ofszet nyomtatás során, ha fóliázás következik. – Fémfestékkel készült nyomatok fóliázása általában problémás.
– Tapasztalataim és méréseim szerint a fóliázás előtti 1-2 nap száradási idő nagyon hasznos, de sokkal többet jelent, ha fóliázás után van lehetőség várni újabb 1-2 napot a továbbfeldolgozás előtt. Ez közel duplájára emelheti a kötésszilárdságot. Ha megfelelő a kötésszilárdság, tépéskor a papír vagy karton anyagában hasad szét, de nem válik el a fóliától, mint azt ahogyan az alábbi két ábrán láthatjuk.
Kétoldali fóliázás
Esetenként szükséges az ív mindkét oldalát fóliázni. Megrendeléskor egyértelműen szükséges tisztázni, hogy melyik oldal milyen fóliát kapjon.
Az is lehetséges, hogy az egyik oldal fóliázása után az ívet kettévágják, és a két rész különböző fóliát kap. Ilyenkor egy útmutatót kérünk, amilyent például a 6. ábrán is láthatunk.
Ajánlatos a két oldal feldolgozása között legalább egy műszak szünetet tartani. Ezen idő alatt a fólia kötődése stabilizálódik, és a további fóliázást zavartalanná teszi.
A fóliázás történhet keresztben-hosszában, vagy azonos állásban. Az első verzió a javasolt, ekkor megmarad a fólia mentes kapitál és oldalberakás. Azonos állásban végzett fóliázás esetén (pl. keresz-kereszt irány), számolni kell azzal, hogy az ív kifutó részén keletkező minimális fólia szakáll az egyik oldalon kapitálba kerül.
Szálirány
Fóliázás szempontjából a futásirányra merőleges szálirány az ideális. Kartonok esetén ennek kisebb a jelentősége, de 250 g/m2-nél vékonyabb anyagoknál bizonyos esetekben erőteljes falcolás jelentkezik, ha a szálirány megegyezik a futásiránnyal. A falcolást ilyen esetben csak az ív keresztbe fordításával (ha a méret lehetővé teszi), azaz a futásirányra merőleges száliránnyal lehet elvégezni.
Zsugorodás
A fólia hő hatására zsugorodik. A zsugorodás mértéke szélesebb tekercs esetén 2-3 mm, de keskeny (500 mm-nél kisebb) pályánál jelentős, 10-15 mm is lehet. A tervezésnél ezt figyelembe kell venni.
Hozzálék
A minimum hozzálék 50 ív. A hozzálék mértéke nagyobb tételnél 0,5-0,8%. Ajánlatos a tételhez makulatúrát adni, hogy a technológiai rontás lehetőség szerint ne a jó ívekből történjen.
Fóliázási terv (útmutató, guide)
Amennyiben nem a teljes ívet kérik fóliázni, például ragasztó lepsz kihagyását kérik, vagy a két oldal különböző fóliázást igényel, szíveskedjenek printelt útmutatót mellékelni. Erre példát a 6-8. ábrán láthatunk.
Weboldalunkon cookie-kat használunk a felhasználói élmény javítására azáltal, hogy emlékszünk a preferenciáira és ismételt látogatásokra. Az „Elfogadás” gombra kattintva hozzájárul az összes süti használatához.
Ez a webhely cookie-kat használ, hogy javítsa az élményt a webhelyen való böngészés során. Ezek közül a szükségesnek minősített sütiket az Ön böngészője tárolja, mivel ezek elengedhetetlenek a weboldal alapvető funkcióinak működéséhez. Harmadik féltől származó cookie-kat is használunk, amelyek segítenek elemezni és megérteni, hogyan használja ezt a webhelyet. Ezek a cookie-k csak az Ön hozzájárulásával kerülnek tárolásra a böngészőjében. Lehetősége van arra is, hogy leiratkozzon ezekről a sütikről. De ezen cookie-k némelyikének letiltása hatással lehet a böngészési élményre.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.